B.清洗电路板
新PCB
如果在一个新PCB上安装器件,所需的清洗工作是最少的。在一个新PCB上,焊盘上应该没有焊锡。在开始安装之前,用异内基酒精(图33刷洗焊盘并将电路板进行十燥就足够了。
返工的PCB
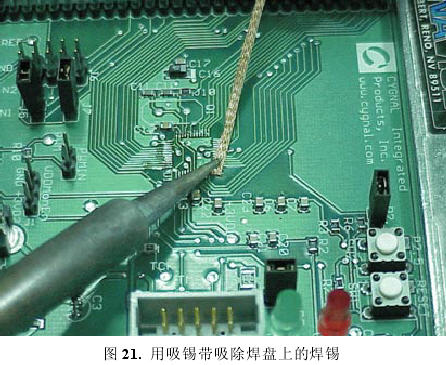
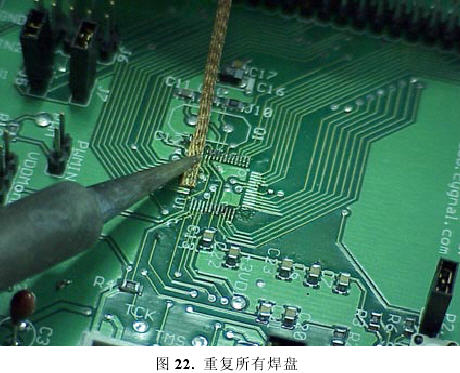
下面一节介绍在完成前一节所述的QFP拆除工作后要进行的电路板清洗过程。器件拆除后,焊盘需要清洗。清洗焊盘的日的是使它们变得平坦,没有焊锡和焊剂。用吸锡带吸除焊锡,直到焊盘变平坦和暗淡为止。一个清洁的焊盘看起来应该是暗银色。

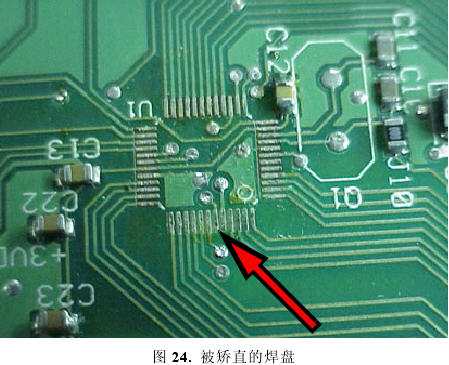
如果有焊盘从PCB上松动,使用牙锄或其它尖状物件重新调整该焊盘(图23和图24)。

C.焊接一个新QFP
PCB上的焊盘应是清洁的并且上面没有任何焊锡。
用镊子或其它安全的方法小心地将新的QFP器件放到PCB上。要保证器件不是跌落下来的,因为引脚很容易损坏。
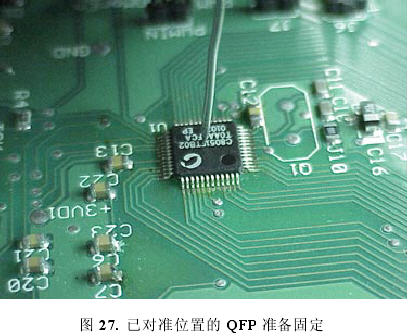
用一个小锄或类似的工具推动器件,使其与焊盘对齐,尽可能对得准确一些。要保证器件的放置方向是正确的(引脚1的方向)。


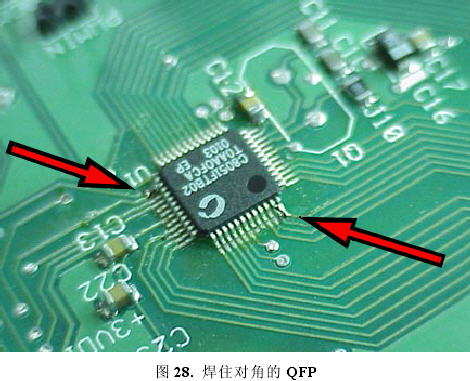
将焊台温度调到725oF (385℃)。将烙铁尖沾上少量的焊锡。用一个小锄或其它带尖的工具向下按住己对准位置的QFP,在两个对角位置的引脚上加少量的焊剂。仍然向下按住QFP,焊接两个对角位置上的引脚。此时不必担心加过量的焊锡或两个相邻引脚发生短路。日的是用焊锡将己对准位置的QFP固定住,使其不能移动。
在焊完对角后,重新检查QFP的位置对准情况。如有必要,进行调整或拆除并重新在PCB上对准位置。
现在你己准备好焊接所有的引脚。在烙铁尖上加上焊锡。将所有的引脚涂上焊剂使引脚保持湿润。
用烙铁尖接触每个QFP引脚的末端,直到看见焊锡流入引脚。贡复所有引脚。必要时向烙铁尖加上少量的焊锡。如果看到有焊锡搭接,你也不必担心,因为在下一步你将清除它。
在焊接时要保持烙铁尖与被焊引脚并行,防止因焊锡过量发生搭接。

图29.保持烙铁尖与被焊引脚并行
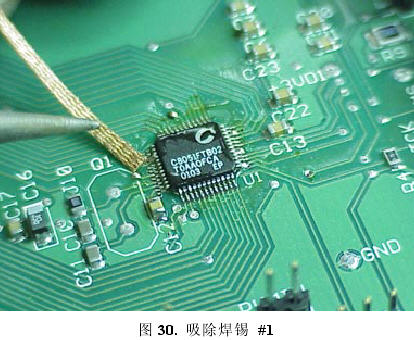
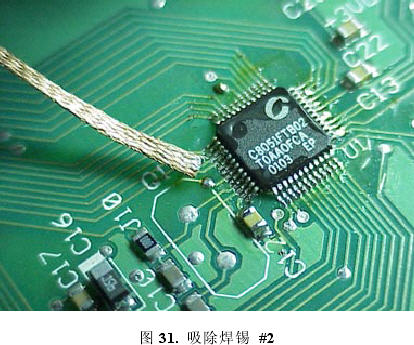
焊完所有的引脚后,用焊剂浸湿所有引脚以便于焊锡清洗。在需要的地方吸掉多余的焊锡以消除任何短路/搭接。
用4倍放大镜(或更高倍数)检查短路或边缘焊锡搭接。焊锡搭接应在每个器件引脚与PCB之间有一个平滑的熔化过渡。如有必要,重焊这些引脚。

检查完成后,该从电路板上清除焊剂。将硬毛刷浸入酒精,沿引脚方向擦拭。用力要适中,不要过分用力。要用足够的酒精在QFP引脚间仔细擦拭,直到焊剂消失为止。

用压缩十燥空气或氮十燥电路板。如果没有这样的设备,要让电路板在空气中十燥30分钟以上,使QFP下方的酒精能够挥发。QFP引脚应看起来明亮,没有残留的焊剂。
重新检查焊接质量。如有必要,重焊引脚。